



Năm khó khăn mà ngành sản xuất đang phải đối mặt là:
1. Rút ngắn thời gian giao hàng, đáp ứng các thay đổi trong sản xuất
2. Trực quan hóa trong nhà máy
5. Xử lý nhanh chóng khi thay đổi thiết kế và chậm bản vẽ
1. Rút ngắn thời gian giao hàng, đáp ứng các thay đổi trong sản xuất
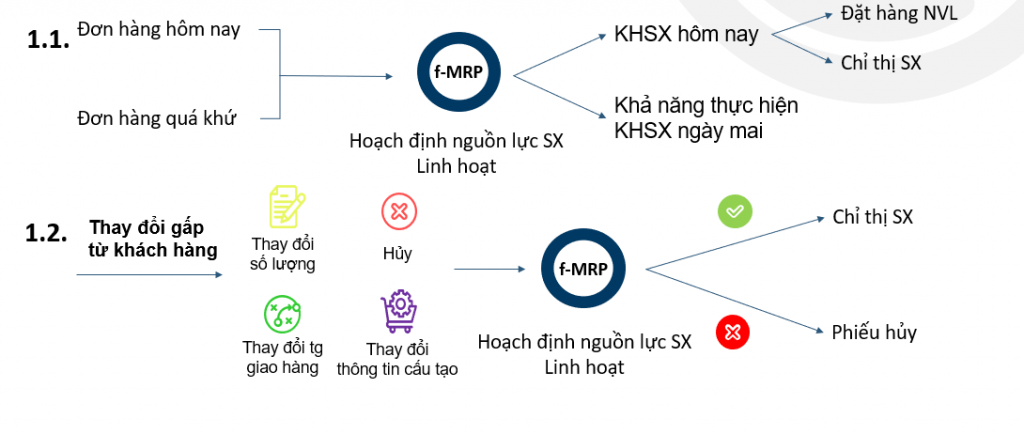
TPiCS có thể chỉnh sửa và cập nhật để đáp ứng mọi tình trạng ngay cả khi các kế hoạch đã được phát hành chỉ thị. Bên cạnh đó, TPiCS-X cũng sẽ tính toán MRP cho cả các kế hoạch đã phát hành chỉ thị trên.
Dựa theo kế hoạch đã đưa ra, TPICS-X sẽ giúp người dùng kiểm tra xem việc sản xuất (đặt hàng) lần này có tiến hành được hay không, đồng thời nó cũng sẽ vừa mô phỏng và vừa tính toán MRP cho sản xuất.
Nhờ vào việc tính MRP dựa theo tất cả các kế hoạch chưa hoàn thành bắt đầu từ tồn kho hiện tại và quá khứ nên người dùng sẽ biết được liệu có thể tiến hành sản xuất trong hôm nay đối với những đơn đặt hàng đang có hay sản xuất cho ngày mai được hay không. TPiCS-X sẽ vừa mô phỏng, lập kế hoạch và chuẩn bị các NVL, phụ liệu cần thiết.
Đối với các hệ thống tính MRP nói chung, sau khi so sánh tồn kho, tóm tắt lô hàng, tính MRP và phát hành phiếu, các hệ thống hầu như không nhìn ra được các trở ngại nên khi thay đổi kế hoạch sắp tới hay tính xem liệu các linh kiện cần thiết để sản xuất trong ngày mai có thực sự đủ hay không, người dùng lại phải dùng đến máy tính và tính toán lại.
Nhưng TPICS-X thì khác, nó có thể đảm nhận toàn bộ các kế hoạch sản xuất trong hệ thống. Tuy nhiên, để đảm nhận công việc đó (được tính toán), các dữ liệu được tính toán phải có ý nghĩa. Tức là, các số liệu tồn kho mà hệ thống đang nắm giữ hay các Master và cả các dữ liệu của kế hoạch đã phát hành chỉ thị trên hệ thống cần phải được đảm bảo là hoàn toàn chính xác. Chúng tôi gọi điều đó là “Quản lý kế hoạch”, và vừa quản lý kế hoạch vừa tiến hành sản xuất và giao hàng trong thời gian ngắn.
2. Tổng hợp dữ liệu thông suốt trong toàn nhà máy
TPiCS giúp tiến hành trực quan hóa theo 2 phương diện:
– Trực quan hóa nhờ vào việc cải tiến công xưởng theo tiêu chuẩn 5S
– Trực quan hóa để có thể dễ dàng nắm bắt được thông tin khi nhìn vào màn hình hệ thống.
Nghĩa là khi ứng dụng TPiCS vào quản lý sản xuất, nhà máy sẽ được cải thiện theo một hệ thống và trật tự rõ ràng. Ví dụ như rõ ràng về các tiêu chuẩn, quy trình, đơn giá, kho bãi,… Nhờ đó, nhà máy có thể được trực quan hóa một cách rõ ràng nhất, giúp nhân viên dễ dàng nắm bắt được thông tin khi nhìn vào màn hình hệ thống. Ví dụ như có thể biết tại khu sản xuất này hôm nay sản xuất được bao nhiêu thành phẩm hay bán thành phẩm, hoặc hiện tại tồn kho còn bao nhiêu, có đủ để giao đơn hàng không hay cần sản xuất thêm. Việc cải tiến công xưởng theo tiêu chuẩn 5s là một con đường dài, cần có sự kiên quyết của các lãnh đạo và đồng lòng thực hiện của nhân viên. Tuy nhiên, kết quả đạt được sẽ rất lớn, giúp chúng ta giảm thiểu được rất nhiều những công đoạn thừa cũng như chi phí sản xuất.
Việc trực quan hóa của hệ thống có thể tự động cập nhật nếu tiến hành thực hiện “quản lý kế hoạch”.
3. Triệt tiêu delay xuất hàng
Con người không thể tránh khỏi việc giao hàng chậm do thiên tai như động đất, sấm sét hay những tai nạn lớn xảy ra ngay cả khi bạn dùng TPICS-X, thế nhưng Tpics có thể giúp quản lý việc delay xuất hàng nhờ chức năng quản lý cả các sản phẩm lỗi và năng suất làm việc. Khi nhập thực tế sản xuất, TPiCS sẽ tự động thông báo với người dùng cần phải sản xuất thêm bao nhiêu con để bù vào số sản phẩm lỗi bị thiếu. Mặt khác, TPiCS có bảng thông báo các đơn đặt hàng đang bị chậm sản xuất, có nguy cơ delay để người quản lý đẩy nhanh việc sản xuất đơn đặt hàng đó. Từ đó ngăn chặn delay xuất hàng.
4. Giảm hàng tồn kho

Tồn kho phát sinh do các nguyên nhân như:
– Tồn kho NG do lỗi hay tính nhầm Forecast, thay đổi thiết kế,vv…
– Tồn kho sản xuất xảy ra trong hoạt động sản xuất hàng ngày.
Khi tiến hành đi sâu phân tích những nguyên nhân về Hàng tồn kho NG, chúng ta đã tìm ra rất nhiều yếu tố đang xuất hiện khá phức tạp lặp lại nhiều lần trong cả những lần tồn kho khác, và sẽ rất khó có thể tìm ra được biện pháp nào đó dễ dàng để hạn chế tồn kho. Nhưng câu trả lời cho vấn đề này chính là “Cải tiến thực tế”.
TPICS-X có cơ chế phản ánh thông tin thiết kế một cách chính xác, nhanh chóng, kịp thời và đơn giản trong thông tin sản xuất ngay cả khi vừa thay đổi. Cơ chế này có thể giải quyết một nửa các vấn đề đó.
Dù mức độ dự đoán chính xác nằm ngoài khả năng của bạn nhưng TPiCS ít nhiều cũng sẽ giúp bạn giảm thiểu thiệt hại ngay cả khi bạn có tính toán sai. Để làm được điều đó, bạn cần làm nhỏ Lotsize và rút ngắn thời gian đặt hàng. Tuy nhiên, phương pháp này lại phát sinh rất nhiều vấn đề khác.
Tồn kho sản xuất cũng được chia thành hai mảng như dưới đây:
– Tồn kho do người quản lý quy trình tính toán để đáp ứng được các sự thay đổi, và điều chỉnh số đơn hàng bằng trực giác hoặc kinh nghiệm.
– Tồn kho phát sinh tất yếu từ khi vào nhà máy đến khi xuất khỏi nhà máy.
Tồn kho quá nhiều có thể gây ra vấn đề như tăng diện tích đặt hàng tồn kho, tăng chi phí quản lý tồn kho hay thất thoát chi phí do hàng tồn kho quá lâu bị hỏng. Mặt khác, tồn kho quá ít sẽ ko đáp ứng đủ đơn đặt hàng cho những đơn hàng gấp. Bởi thế, lượng tồn kho cần vừa phải.
Tồn kho do điều chỉnh đơn hàng: Vì người dùng có thể cài đặt “ Vùng đệm để xử lý các thay đổi” trong TPICS, nên việc giảm được tồn kho không còn chỉ là công việc nhờ vào “trực giác hay kinh nghiệm” mà nó còn là công việc được quản lý bằng hệ thống.
Tồn kho từ khi vào nhà máy đến khi xuất khỏi nhà máy có thể kiểm soát bằng các thuộc tính khi nhà máy đặt các dữ liệu thông tin cho mỗi item như lead-time giao hàng hay lead-time sản xuất, lot-size, tồn kho tối thiểu, tồn kho tối đa. Ngoài ra, bằng cách quản lí tồn kho ở tất cả các vị trí, người dùng có thể trích rút tồn kho khi trong kho có đủ hàng mà ko cần sản xuất thêm với đơn hàng mới, từ đó giảm tồn kho.
Khi “Quản lý kế hoạch” ở trạng thái có thể thực hiện được, bạn có thể biết một điểm giới hạn mà bạn sẽ không thể sản xuất theo kế hoạch khi bạn thực hiện cách cài đặt này nhỏ hơn. Đây chính là “nút thắt cổ chai” cho việc giảm tồn kho, vì vậy bạn cần phải cải thiện điều này.
Bấm vào đây để tìm hiểu thêm về quản lý tồn kho5. Xử lý nhanh chóng khi thay đổi thiết kế và chậm bản vẽ
Mức độ khó khăn hay bản chất của độ khó trong quản lý sản xuất đều do “Cải biến và thay đổi”. Điều này bắt nguồn từ “Sự thay đổi về số lượng và thời gian dự kiến tới nhu cầu trên thực tế”. Ngoài chức năng phản ánh sự thay đổi thiết kế tới thông tin sản xuất, TPICS còn có thể đối chiếu trực tiếp với những thứ đã được chuẩn bị và tiến hành xử lý trong mục “Cải biến và thay đổi”.
TPICS cho phép đăng ký nhiều thông tin cấu tạo áp dụng vào từng thời điểm khác nhau. Ví dụ, cài đặt trong thời gian này sử dụng BOM này, nhưng đến thời gian tiếp theo sử dụng BOM khác. Đó là thay đổi thiết kế. Ngoài ra, TPICS còn có chức năng sử dụng nguyên vật liệu thay thế. Tức chỉ sử dụng nguyên vật liệu thay thế đó khi nguyên vật liệu chính đã hết, không còn đủ trong tồn kho.
Ngoài ra, như đã trình bày ở trên, đối với những đơn hàng có thay đổi, TPICS có thể xuất phiếu hủy hay phiếu bổ sung đơn đặt hàng đáp ứng nhu cầu người dùng.